摘要:探讨纺织厂空压系统的节能设计措施。介绍了纺织厂使用压缩空气的特点。以各工序用压缩空气质量、压力、流量的要求为出发点,阐述了空气压缩机及后处理设备的选型、供气方案和管网系统的设计原则,并进行了工程实例设计。认为:充分发挥空压机的特性优势,合理配置后处理设备,采用分压力恒压变流量供气系统,能有效实现纺织空压系统的节能设计。
关键词:纺织厂;空压系统;分压力供气;恒压变流量供气;喷油螺杆式空压机;无油螺杆式空压机;离心式空压机
随着纺织自动化程度的提高,压缩空气在纺织厂的使用越来越普遍。特别是喷气织机的采用,压缩空气量消耗很大,使纺织厂能源消耗的部位发生了较大的变化。空压站成为继细纱车间的第二能源消耗大户。但长期以来,国内纺织企业对压缩空气的特性了解不够,一味追求满足
生产效率,设计了较大的富余量。由于系统设计不合理,致使部分空压设备不能很好地发挥效能,造成设备浪费,能源消耗增加。本文针对纺织厂压缩空气使用的特点,以空气质量要求为出发点,提出合理设计纺织厂空压系统的思路,以期在满足工艺生产效率的条件下,实现纺织厂空压系统的综合节能。
1纺织厂使用压缩空气的特点
纺织厂使用的压缩空气分为纺部用气和织部用气,其中纺部用气主要用于自动加压和实现自动化生产,例如细纱气动加压、自动落纱、络筒自动接头等;织部用气主要作为动力使用,完成喷气织机的引纬和折边功能。由于纺织各部位用气特点不同,对压缩空气的质量、压力、流量有较大的差异。纺织厂各部位需用压缩空气的特性见表1。
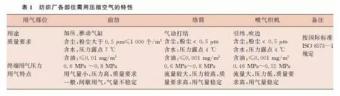
从表1可知,纺部细纱车间为主要用气部位,主要用于气动加压、自动落纱,具有用
气压力高,用气品质要求不高,属于间歇用气的性质。用气量和所纺纱线号数有关,号数越大,自动落纱次数越多,用气量越大。络筒车间要求气源压力较高,空气和纱线直接接触,气源品质要求高,用气量和络筒车间断头率有关,断头率高,用气量大。织布车间用气压力偏低,用气量大,用气质量要求高,用气量稳定。综上所述,由于纺部织部对压缩空气质量、压力差别较大,用气量特点也有较大的不同。纺织空压系统设计应区别对待,才能实现节能运行。
2纺织厂空压系统的节能设计
从对纺织厂压缩空气质量的分析中可知,纺织车间需要采用无水、无油、洁净的压缩空气。其中纺部压力高,用气量波动大;织部用气压力低,用气量稳定。这就要求在纺织厂空压系统设计时,在空压机选型,压缩空气后处理、车间管网系统设计等方面采取必要的
措施,以实现节能运行的目标。
2.1空压机选型
空压机选型要保证满足纺织生产各工艺设备对压缩空气用气量、用气压力、质量的不同要求。目前使用较多的为喷油螺杆式空压机、无油螺杆式空压机和离心式空压机3种类型,各类型空压机主要特点如下。
(1)喷油螺杆式空压机。喷油螺杆式压缩机采用阳转子带动阴转子,两转子之间是接触的,如同齿轮传动,接触面之间大量磨擦(致使转子寿命仅为10年左右),有热量产生,在压缩空气的过程中,需喷入大量的润滑油,压缩空气与润滑油混合后一道升压,再离开压缩腔,然后再通过油气分离器。在压缩腔内使用了免换的24KT润滑油,从而起到冷却、密封、润滑三种作用,使压缩比增大(一级压缩比可达20~30),压缩效率提高,多采用单级压缩。排出的空气需经过高效的油分离装置分离,并经精密油
分离装置方能达到纺织厂使用要求。且24KT润滑油消耗量大,再加上一、二级油分离器滤芯等易损件费用高,过滤器阻力大,需要消耗0.03MPa~0.05MPa的压力。运行维护费用较高,但该机价格低廉。
(2)无油螺杆式空压机。无油螺杆式空压机与有油螺杆式空压机不同,其压缩腔由一对不接触的阴阳螺杆转子组成,在压缩过程中,阳转子和阴转子的运动是靠一对同步齿轮做非常精密的传动,转子既要保证对空气进行压缩,又要保证优良的气密性,所以对转子的加工工艺要求极高,无油机采用无油润滑螺杆啮合实现压力升高。该机压缩腔内无油,螺杆之间的密封和润滑采用喷涂自润滑材料和四氟乙烯膜进行密封润滑。为了防止压缩空气沿轴向泄露,在轴上装有气封环和油封环,而且在两环中间设置与大气相通的通道,以确保轴承润滑油不会渗漏到压缩腔内
。转子之间、转子与壳体之间的间隙相当小,压缩过程中靠自身密封。该机的主要优点是输出的空气可以做到全无油。但由于螺杆自身密封的特点,单级压缩比受到一定限制,采用两级压缩。由于转子是不接触的,所以没有摩擦(转子寿命极长,可达20年),压缩腔内不需喷油润滑,因而从根本上保证了压缩空气100%无油,运行费用极低。排气压力一般小于0.75MPa,压缩时由于水汽等因素会使转子磨损、涂层剥落逐渐积累,从而造成密封间隙增大,压缩机效率下降,该种机型价格较为昂贵。
(3)离心式空压机。离心式空压机的主要优点为:结构紧凑、质量轻,单机排气量大,一般排气量为50m3/min~200m3/min;纯无油工况运行,压缩空气不受润滑油污染,品质高;单位气量耗电少,效率高、节约能源。缺点为:启动和停车过程中容易产生喘振现象,产生
振动;排气量的变化对机械效率影响较大,在一定的转速下,存在最佳工况点,偏离该点效率将下降;压缩机的性能曲线左边受喘振工况Qmin、右边受堵塞工况Qmax的限制,两者之间的区域为离心压缩机的稳定工作区;不宜采用多台机组并联运行,在单级排气量和排气压力能满足要求时,宜选用较少机台进行供气。
综上所述,根据纺织厂压缩空气的用气特点,对纺织常用空压机的性能做一比较,见表2。

根据对纺织厂压缩空气品质、压力、流量的分析可知,纺部车间由于用气量小,质量要求相对较低,属于间歇式用气,宜采用无油螺杆式空压机为好。若考虑投资问题,也可采用喷油螺杆加油过滤器的后处理方案。络筒和织布车间由于对压缩空气质量要求高,用气压力低,用气量大,用气量平稳,宜采用离心式空压机或无油螺杆式空压机联合工作的配置
方案。利用离心式空压机产生大部分压缩空气,用部分无油螺杆空压机进行用气量调节。
2.2分压力供气方案
根据纺织厂各工序用压缩空气的特点,宜采用分压力供气的设计方案。纺部压缩空气用量小,压力较高,压力差别大,气量波动大。特别是细纱机自动落纱过程中,用气量较大,压力较高,但停留时间长。供气管网宜采用单独高压树枝状管网供气,用气点降压使用的供气方案。空压站内宜设置储气罐,用于稳定车间用量波动。供气管网压力宜设计为0.7MPa~0.8MPa,满足前纺设备自动化生产用气的压力要求,在细纱牵伸、精梳等前纺设备用气压力较低的部位设置车间减压阀减压供气。
织部车间喷气织机的用气流量平稳,压力不高(P≤0.6MPa)而且稳定(ΔP≤0.01MPa),布机台数较多,压缩空气消耗量大。车间供气宜采用低压、低速环
织部车间喷气织机的用气流量平稳,压力不高(P≤0.6MPa)而且稳定(ΔP≤0.01MPa),布机台数较多,压缩空气消耗量大。车间供气宜采用低压、低速环形管网系统供气。设计时应严格控制各管段流速≤10m/s,单位比摩阻≤150Pa/m,其压力降应限制在0.001MPa~0.004MPa以内(储气罐、干燥机和过滤器等设备的压降另算);分配管和连接管的压力降均不超0.003MPa。并应进行严格管网水力计算,使各用气点压力差≤3%,确保各机台使用压力一致。2.3恒压变流量供气
纺织生产中由于存在产品变换、各种停台等原因,车间用气量会经常发生变化,这就要求对压缩空气量进行调节。通常对压缩空气量的调节方式是采用通过压力设定开关进气阀的方式进行调节。这种方式存在能耗大,卸载时间长,供气压力不稳定,加卸载冲击电流大等缺陷。其中卸载能耗依然占空压机总能耗
的15%~20%。借助于变频技术,根据系统的压力变化,适时对空压机电机进行变频控制,实现恒压变流量供气的目的,可以实现空压机最大限度的节能。
空压机采用变频调速进行恒压供气控制时,将管网压力作为控制对象,装在储气罐出口的压力变送器将储气罐的压力P转变为标准信号送给PID调节器,与压力设定值P0作比较,并根据差值的大小按既定的PID控制模式进行运算,产生控制信号送到变频调速器。通过变频器控制电机的工作频率与转速,从而使实际压力P始终接近设定压力P0,保持供气压力稳定。该系统具有如下特点。
(1)节约能源。传统的控制方式,空压机在加载时,从设定压力到卸载压力的加压过程中,电能被白白浪费掉,空压机卸载时,关闭电磁阀使电机一直在空转,这种调整方法同样是极大的能源浪费,卸载时的功耗约占满载的15%~20
%。在变频控制方式下,变频驱动系统通过控制电机转速来控制气压,使输出压力始终维持在设定压力,输出压力保持恒定,避免频繁加卸载导致的电能浪费。从实际运行效果来看,变频运行后节电平均可达15%~25%。
(2)启动电流小、对电网无冲击。传统的空压机主电机采用Y-△减压起动,启动电流约为额定电流3倍,仍然很大,对电网冲击大,易造成电网不稳,并威胁其他用电设备的运行安全。变频器可使电机启动、加载时的电流平缓上升,没有任何冲击,电机实现软启停,避免冲击电流造成的危害,有利于延长设备的使用寿命。
(3)供气压力稳定。传统的空压机,通过设定“工作压力上限”和“工作压力下限”将气压稳定在一定的范围,这就导致气压必定是不稳定的。“高压低用”也是浪费。普通工频空压机始终0.60MPa~0.70MPa范围内频繁加卸
载工作,实际也就只用了0.60MPa,那么额外的0.10MPa频繁爬升会让机组多消耗7%的电能。这样一台250kW的工频空压机会因50%的频繁加载多浪费电能。同样如果是变频空压机始终维持在0.60MPa不变的供气,就不存在这0.10MPa的爬升损耗。降低爬升损耗50%×250×0.07=8.75(kW)。
变频器可以闭环实时监测供气管路中气体的压力,PID调节器进行当前压力与设定压力差值比较,保证输出压力始终维持在设定压力,输出压力保持恒定,提高了生产效率和产品工艺质量。
(4)延长空压机的使用寿命。变频器从0Hz启动压缩机,它的启动加速时间可以调整,从而减少启动时对压缩机的电器和机械部分所造成的冲击,增强系统的可靠性,使压缩机的使用寿命延长。
(5)噪声低。变频器根据用气需要提供能量,没有太多的能量损耗,电机运转频率低,机械转动噪声因此变小,
由于变频来调节电机转速的方式,不用反复加载、卸载。频繁加卸载的噪声消失,持续加压,使因气压不稳产生的噪声降低。
2.4正确设计压缩空气后处理流程
压缩空气作为纺织动力载体,为了保证生产正常进行以及纱线织物的质量,对压缩空气的品质和压力必须有严格的规定。
(1)含油量。络筒气动打结和喷气引纬用的压缩空气不能含油或含油极微。若压缩空气中含油,不仅会污染纱线和织物,而且会黏附在喷嘴及钢筘上,影响喷射力量并增加引纬阻力,使引纬恶化。而且含油空气会污染车间空气环境,危及人体健康。因此必须严格限制压缩空气中的含油量,达到表1中的规定要求。
(2)含水量。未经干燥处理的压缩空气中含有一定的水分,其含量的多少取决于被吸入压缩机前自然环境下的湿空气中的水蒸气量,它随地区、季节和气候条件的不
同而异。若湿空气中水蒸气量较多,会使压缩空气在管路中析出水分,使管壁锈蚀和黏附灰尘,增加输气压力损失;还会对喷嘴、织机钢筘等零部件造成污染和生锈,影响纱线和织物的质量。因此,必须对压缩空气进行干燥处理。通常要求压缩空气的压力露点温度在4℃~10℃。
(3)含尘量。不洁净的空气会加快压缩机的磨损,造成喷嘴集尘,影响机械的使用效能和寿命,并污染纱线和布面。通常要求去除压缩空气中>0.5μm的粉尘。
鉴于上述,对压缩空气质量要求的不同,应采取不同的后处理方案。目前,后处理去除水分的方法有冷冻式干燥法和无热再生吸附式干燥法两种。前者具有处理流量大、结构简单、占地面积小、除油效果好、可以连续工作、造价低廉的优点,可处理压缩空气露电温度至0℃。后者具有除湿效果好,处理压缩空气露点可达-4
0℃、能耗低、节能的优点,但占地面积大,造价较高。压缩空气去除油污和灰尘的方法常采用各种类别的微过滤器,前纺车间用气可采用FE型微过滤器,去除>0.01μm的油污及微粒,达到含油量≤0.01mg/m3。络筒和织部应采用FF+FG的复合式双级微过滤器,去除0.01μm的油污及微粒,达到含油量≤0.001mg/m3。后处理流程设备配置参见图1。
3纺织空压系统节能设计实例
以规模为5万锭纺纱、240台喷气织机车间为例,纺织空压系统设计流程见图1。

图1中:1#、2#为80m3/min离心式空压机,3#、4#为40m3/min无油螺杆式空压机,5#、6#为40m3/min喷油螺杆式空压机;FE微过滤器:去除>0.01μm的油雾及微粒,含油量≤0.01mg/m3;FF微过滤器:去除>0.01μm的油雾及微粒,含油量≤0.001mg/m3;FG活性炭过滤器,油气含量≤0.003mg/m3。
该流程的主要设计意图为:针对不同用气要求
,采取不同的压缩机和后处理方案,实行恒压变流量分压力供气。为了保证喷气织机用气的效率,主要供气采用1#、2#离心式空压机直接工频运行,采用3#、4#无油螺杆式空压机进行恒压变流量供气运行,设定供气压力0.6MPa。这样既保证了离心式空压机的运行效率,降低变频控制系统造价,又可实现用气量全程覆盖,实现不同开台时的恒压变流量供气。根据织部用压缩空气的质量要求,采用冷干机和双级复合式过滤器后处理方案。对于前纺车间,考虑节约压缩机投资,采用喷油螺杆式空压机进行恒压变流量供气,设定供气压力0.8MPa。采用冷干机进行除湿。络筒用气质量要求较高,采用双级复合式过滤器过滤。前纺部位用气采用单级微过滤器过滤,降低前纺用气的过滤阻力,节约能源。
4结束语
在设计纺织企业空压系统时,应认真分析各工序对压缩空
气压力、流量、质量的要求,在空气压缩机选型、后处理方案选择等方面采取不同的方案,以保证空压机的运行效率和后处理设备的处理效果。供气和管网系统设计宜选择恒压变流量、分压力供气的设计方案,以区别各工序不同压力、质量的使用要求,降低系统压力变化和后处理造成的能量损失。控制系统宜采用空压机工频运行和变频运行相结合的控制方案,降低变频控制系统费用。